Helping a Specialty Materials Producer Apply FMEA And Preventative Maintenance To Reduce Scrap
The Second of two Kaizen events
After DPA helped its employee team successfully complete a first scrap reduction kaizen event for its top product line, the CEO of wire, cables, and connectivity product company again called upon our consulting team to support measures that would, over time, reduce the scrap rate on all its machines by 50%.The kaizen team worked with DPA to identify simple, repeatable methods for capturing the amount of scrap generated at the process step level and for applying company-wide improvements for controlling key process inputs in order to further reduce the scrap generation.
Objective
The team’s initial plan was to revisit the scrap log and sort the data by occurrence and reject type. The team would then apply Failure Mode Effects Analysis (FMEA) in order to associate possible failure modes with each prioritized scrap generation reject type.
Brainstorming Opportunities
Working backward in the process, the team brainstormed possible reasons – both equipment failures and process inconsistencies – assigning frequency and severity ratings to each. The team received feedback from the CEO during the first outbrief that the data they were using in the FMEA was incomplete. He loved the approach and the application of FMEA but asked the team to get more data.
Getting Better Data
The team brainstormed the best way to get better, “leading” metric data from the shop’s actual scrap performance.The team went out to the shop and physically separated and weighed the scrap at each machine and recorded it all into a spreadsheet. This data revealed that 61% of scrap was in stranded wire and 43% of the stranded wire scrap was due to exposed copper issues.To establish an ongoing method for tracking this metric, the team decided to set up two buckets at every machine that would separate multi-wire scrap from stranded scrap that would be weighed and recorded on data sheets at every machine on a weekly basis. A large bin would also be provided to collect overall scrap totals for the silver-plated copper wire stranding process.A single data owner would collect the sheets and enter the data weekly into a new turnback collection database. Once the reasons for turnbacks (scrap) and the categories those reasons fall into (e.g. wire tension issues) have been fully defined, the data owner will work with IT to set up a computerized version of the data collection system.
Brainstorming simple, company-wide solutions
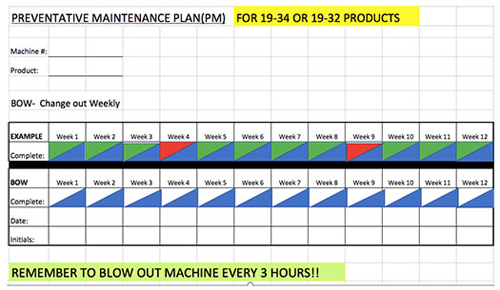
The reason that exposed copper generates scrap is due to the need to change out the damaged wire and re-thread the machines. If the exposed copper condition can be prevented in the first place, there would no longer be a scrap occurrence for this particular reason. The team’s analysis revealed that the way copper gets exposed is actually common for each machine. They came up with simple, common methods to prevent the occurrences. For each unique machine, they determined the frequency required for preventative maintenance (PM).By simply rotating one component and replacing another component, each at an established frequency, the exposed copper issue could be completely eliminated on all machines and reduce scrap by 43%. They set up PM plans for both components. They also developed audit sheets for each machine type using a commonly used visual reporting method for reporting PM status that was provided by Nicole Snurkowski (see figure below). This new reporting method was embraced by the CEO. He requested that one of these sheets be placed on each and every machine for tracking it’s Preventative Maintenance plan.
Results
By systematically approaching the top prioritized FMEA issues: Exposed copper incidences that generate scrap; lack of data and non-confirming data and separation by scrap types, the team was able to achieve a 43% scrap reduction across the company’s machines. Once the new turnback data collection system has been fully implemented, results are analyzed, and corresponding improvements are made, the company projects to reduce stranded scrap by more than 50%.
Lessons Learned
The initiative helped the company’s kaizen team learn a different way to approach the company’s scrap problem. It helped them quantify a large amount of stranded scrap the machines were generating and realize how much “leading” data had been lacking (The only scrap data being collected in the scrap log was “lagging” data. They learned to develop and use preventive maintenance visual management charts, and to collect materials turnback information to generate prioritized actions that will drive future improvements. Most of all, a focus on Plan-Do-Check-Adjust (PDCA) and team-based problem solving have become part of the company’s continuous improvement culture.Click here to learn what happened during the company’s first scrap reduction event.
This site uses cookies to store information on your computer. Some are essential to make our site work; others help us improve the user experience. By using the site, you consent to the placement of these cookies.