
Kaizen team boosts packaging operation OEE by 66.5%

By Mike Beauregard, Senior Consultant, Daniel Penn Associates
Client
An international manufacturer of materials for construction applications.
Situation
The company’s commercial liquids packaging line produces its oldest products. These products are kits of liquid construction materials with application and clean-up components. With margins dwindling due to competitive pressures and raw material cost escalation, the company needed to increase the productivity of the line to restore its level of profitability.
Goals
The company sought to improve output on the line by 15 to 20% and an improvement in Overall Equipment Effectiveness (OEE) from 61% to at least 70%. To accomplish this goal, the line’s Kaizen team needed an understanding of the entire process. They looked for opportunities to remove wasteful steps and to increase the output of the operation.
Findings
The Kaizen team’s observations identified many areas of waste. There was no standardization on how the packaging line was set up or run by the two manufacturing teams that each worked a daily 10-hour shift. Pallets in the work area were not staged near where their contents were used in packaging, requiring extra time to move pallets out of the way to position other pallets. The layout of the line’s packaging operation extended the operator’s walk to palletize the finished goods.
The operators and material handlers were not informed of the next product that would be produced on the line, so they were not prepared. This extended the changeover time between products. Roller conveyors and rails were not adequately maintained. This required the operators to individually handle each box, which decreased productivity.
In addition, the operation had ergonomic issues. It required too much twisting and bending to load materials into the finished goods boxes.
Actions
After mapping out the existing workflow and observing areas for improvement, the team brainstormed a new workflow map. They cleaned up the work area and positioned pallets of kit boxes and components near their use points. They moved the overall packaging operation closer to the palletizing area. They tested different arrangements and operational sequences to determine the best approach. Once the team identified the best approach, they temporarily marked and labeled areas for the pallets with tape. Permanent identification and placement lines for the pallets will be painted after the operators work with the layout and determine what adjustments are needed.

Then, with Daniel Penn Associates facilitator Mike Beauregard, they researched and recommended equipment to further automate the process. The new equipment will eliminate potential injuries from the operator bending and twisting. It will also eliminate the need to pre-label and open kit boxes before they’re placed on the conveyer to be filled. Maintenance members of the team reviewed the conveyor system and created a plan for repairs to the existing conveyors and their rails and for increased preventive maintenance activities.
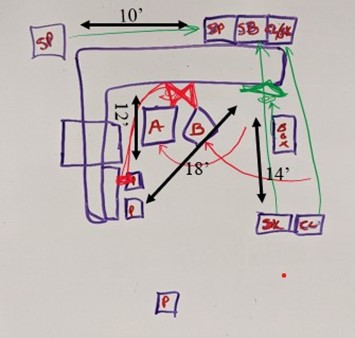
Existing workflow

Improved Workflow
Results
Using the team’s selected layout and work approach, cycle time dropped to 13 to 14 minutes per pallet, a decrease of more than 35%, based on sample measurements made over 3 days and after the 90-day audit. Other layouts and approaches the team tried out resulted in cycle times ranging from 18 to 27 minutes per pallet, so these options were dropped. Running with the new approach and layout, OEE increased to 87.7% during the first shift on the last day of the Kaizen event. Three months after the event, the line averaged 87.6% OEE across both shifts, a 66.5% improvement from the baseline of 52.6% and well above the company’s 70% goal. This was achieved by implementing eight of 26 improvement ideas identified during the Kaizen event.
Action Plan Going Forward
A master plan of all generated improvement ideas is in place. Team members were assigned open action items with a completion date.
Automated equipment support is included in the future process. This automation will eliminate sources of potential injury and eliminate the labeling and opening of boxes. Once completed, these will further improve cycle time and OEE on the line and increase the safety of the line operators.
Lessons Learned
After their hands-on work to reduce cycle time and increase OEE, the company’s Kaizen team learned that:
- With a better layout, more can be produced in a shorter/smaller area.
- Reduced movement lowers the chance of injury.
- Walking takes up more time than we realize. The goal is to reduce travel.
- More brains are better: Team members from both shifts contributed to the new process.
- Never say no – there’s always a solution.
- Everyone’s questions and input are valuable. Never be afraid to speak up.
- Change is good. There’s always room for improvement.
____
Mike Beauregard is an international consultant at Daniel Penn Associates.
As seen in:

Additional Reading
If you were interested in this article, you may be interested in:
- What’s Holding You Back from Operational Excellence?
- Baseball and Operational Excellence
- The Power of Intentionality: How to Sustain Continuous Improvement and Maximize Efficiency
[/vc_column_text][/vc_column][/vc_row]