
Are Cobots Part of Your Plant’s Future?

How to begin with Lean Robotics
“You’re still gonna have to have the people here. Somebody’s still gotta man that machine that’s supposed to be able to do everything. And tell us when that machine doesn’t want to work the way it’s supposed to.”
–William Sandee, Jr., 64, a 45-year employee of Steelcase, Inc., which now makes 90 percent of its parts and products in the U.S. using automation and robotics, as quoted in The New Yorker.
Will robotic automation be part of your company’s transformation? If your assembly operations are light, mixed model and medium-to-high changeover, cobots – flexible collaborative robots – should be part of its future.
Can cobots solve our manufacturing dilemma?
Today, 81 percent of CEOs are concerned about keeping up with new technologies.1 Fifty percent of manufacturers expect to increase their technology and innovation investment within a year2. Thirty-three percent are near or at capacity3.
Yet, only 16 percent are using automated material handling technologies4, and only 10 percent are using advanced robotics5. There’s a lot of talk, but very little execution.
Meanwhile, the talent shortage is real. The skills gap is widening. Six out of 10 open skilled production positions go unfilled due to talent/skills shortage.6 Over the next decade, modern manufacturing will have nearly 3.5 million job vacancies; nearly 2 million will go unfilled. In the past six years, more than 500,000 new manufacturing jobs have been created.7
Are cobots right for my operation?
Cobots are not the monster robots in heavy operations that join parts on a fixed production line. Totally the opposite. Set up within robotic cells that work in smaller spaces, cobots offer manufacturers a future of automatic error proofing, reduced defects, and reduced waste. In other words, cobots build upon the cornerstones of lean manufacturing.
To learn how UR robots are used at Tegra Medical (courtesy Axis New England)
Cobots and Lean Robotics
We were recently invited by Quebec City-based Robotiq to attend its annual Robotiq Users Conference or RUC.
Robotiq produces grippers, cameras and force-torque sensors that are plug-and-play compatible with cobots produced by Universal Robots. They’ve introduced an Insights web app to monitor and gather data from robotic cells, Skills software with downloadable programs that extend a robot’s capabilities, and Blueprints, a free service to help operations design their robotic cell.
Samuel Bouchard, Robotiq’s CEO, and co-founder wrote the new book Lean Robotics to help manufacturers create their ideal cobot-enabled production environment. It lays out what to consider before deploying a robotic cell. It walks readers through Design, Integrates and Operates phases to get the cell up and running.
The Four Principles of Lean Robotics
Lean Robotics is based on four principles:
Principle 1: People before robots.
Robotic cells must be safe for humans, and robots must be tools usable by all.
Principle 2: Focus on the robotic cell’s output.
The cell must transform the product or service for the ‘customer’.
The ‘customer’ (defined here as the next process on the production line) must be willing to “pay” for it. And it must be done correctly the first time.
Principle 3: Minimize Muda (waste).
Lean manufacturing identifies seven types of waste: transportation (non-value-added parts movement); waiting, overproduction, defects, inventory, movement of people and extra processing.
Bouchard adds the eighth category of waste: Underutilizing human potential. In implementing lean programs across many enterprises, we observe just how true this is. Your people know your manufacturing process best. How are you tapping their knowledge? Are they being prevented from making greater contributions because of the type of work they are currently performing?
Lean Robotics is uniquely positioned to address Category Eight. With support from management, robotic cells can help employees escape repetitive, mind-numbing roles, training for and advancing into positions that drive the company’s innovation and future competitiveness.
Principle 4: Leverage Your Skills.
If you have only one application right now that could benefit from a robotic cell, begin there, and begin small. Create one working cell, measure the progress, and learn from your experiences for future cells. Consider using a system integrator, or do it internally with your robot manufacturer’s support. But first, have a good grasp of your operation, your goals, the desired outcomes and the internal skills you do (or don’t) have to get things up and running.
Still, wrapping your brain around Industry 4.0? You’re already behind.
At the Robotic Users Conference, Universal Robots’ cofounder and CTO Esben H. Østergaard gave his vision of Industry 5.0. It’s about giving power back to the worker. It’s about helping blue-collar workers to increase their skills and move into advanced manufacturing jobs. At its core, Industry 5.0 puts the human back into production with robots. Instead of ‘Man vs Machine’ and ‘Man or machine’, Industry 5.0 is about ‘Man AND Machine’.
The RUC Challenge
We had a ringside seat to a hands-on workshop competition that put manufacturing engineers and integrators to the test. In a basketball-court sized room, Robotiq and its partners set up 40 Universal Robots, all equipped with Robotiq cameras and grippers.
Eight teams of 12 engineers and system integrators used their robots, conveyors, grippers, and sensors to build “pumps.” They had 24 hours to design their system, program the robots and crank out pumps.
It was educational, entertaining…and intense! QC Industries, a Robotiq partner, talks about the experience here.
Click the video image above to watch the RUC competition. (courtesy QC Industries)
How to make cobots succeed in the real world
After attending the RUC, we met with a participant at his company. This senior manufacturing engineer has supported the installation of nearly 20 CB2 and CB3 Universal Robots at his plant, which makes door-opening and security products.
What are these engineer’s five tips for other companies who want to make cobots part of their plant’s future?
- Momentum must come from the top. After seeing a demonstration in 2014 of what Universal Robots could do, the company’s VP of North American operations sent engineers from each facility to receive training. Then, they returned to their facilities to determine which functions could be automated first. The door products facility got corporate funding almost immediately. Six UR’s went online in 2015 and 12 in 2016. The facility is on track to install 12 more URs in 2017.
- Learn from your first installations. The plant began experimenting in 2014 with a CB2 model Universal Robot that would tend to a laser machine, delivering parts back into a pan. This first application failed because the camera at the end of the robotic arm could not accurately detect the variation in part sizes or distinguish between pick locations. “If you’re doing the integration yourself, begin with a very simple project but expect that the start-up process will be three times harder than you expected,” the engineer counsels. While most of this facility’s robotic integration is done internally, the company has called upon its UR distributor for technical support.
- Keep at it. The plant’s subsequent UR installations, focusing on highly repetitive tasks, have worked well: A CB3 Universal Robot was successfully programmed as a bolt feeder, picking parts and placing them in a machine deburring system. Other UR’s are now used in stamping, light assembly and greasing operations. In one division, engineers condensed and accelerated the production line with four UR’s, each one ‘feeding’ the next operation.
- Communicate with your production teams. The plant’s union leadership was concerned that the universal robot arms could potentially over-swing and hit workers. The company’s engineers set up demonstration tests in which the robots – which automatically stop when they hit light resistance – would hit pencils placed in their way. After many tests, the robots barely scratched the pencils’ paint before coming to an abrupt halt. After observing these tests, workers felt safe around their new ‘helpers’.
- Encourage ownership of the new process. Operators at this plant have come to appreciate that many highly repetitive, tedious jobs are now off their plates. They also see that productivity has increased with robot-human interaction. The engineering team selected one person in each area who would be responsible for tending the robots as part of their job description. Operators are instructed on how to re-start the robot if there’s a problem. If hitting the ‘clear’ function doesn’t work after two tries, they call an engineer.“We expect an increase in output, but we’re not unrealistic about it,” the engineer explains. “Employees continue to play an important role in the production line: The human eye is still better at picking out parts detail that robotic cameras can miss.”
- Design for manufacturability. The facility is using Robotiq’s Insights web app to manage different program functions with the same robot and gripper device, get feedback on positioning, and run analytics. To make production and changeovers even more efficient, they’re exploring how parts can be designed to be easier for a robot to handle without compromising the end-products functions.
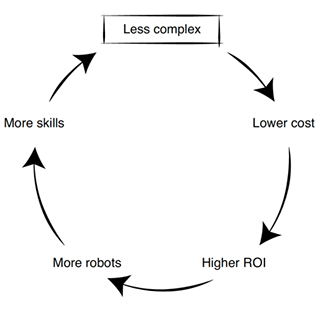
This facility is beginning to reap the benefits of cobot-human manufacturing. By adopting new technologies and boosting skills, they are lowering costs and improving ROI. This, in turn, leads to more growth and more skilled manufacturing jobs: The chain reaction of Lean Robotics8.
It’s crunch time.
What are your options? You can continue to roll along understaffed with current technology. Or, you can begin to determine how robotics can support your manufacturing in an efficient and effective manner, then train current and new employees who will work within the new environment.
Yes, keeping your plant in status quo mode may be an option.
For now. Until it’s not – when your innovative competitors take your market share.
Will you wait for that to happen?
____
Antonio (Tony) Rodriguez, CMC, president of Daniel Penn Associates, LLC, is a certified management consultant with more than 35 years’ experience in encouraging collaboration and progressive thinking to bring about effective change and organizational transformation. With expertise in facilitation/team development, Lean Six Sigma, re-engineering, and supply chain optimization, supplier diversity, strategic sourcing, asset management, and productivity improvement, Rodriguez has successfully directed projects for large and medium-sized entities, both public and private, national and international.
Need a fresh look at your operational efficiency? Call us for a no-obligation conversation: (860) 232-8577.
Footnotes
- KPMG U.S. CEO Outlook 2016
- UK EEF The Manufacturers’ Organisation Executive Survey 2017
- Canadian Plant Advanced Manufacturing Magazine Manufacturers’ Outlook 2017
- Ibid.
- Ibid.
- 2016 Global Manufacturing Competitiveness Index, Deloitte Global and the Council on Competitiveness; The skills gap in US manufacturing, 2015-2025 outlook, Deloitte Consulting LLP and the Manufacturing Institute.
- IndustryWeek, October 13, 2017: The Real Job Killer? Stagnation, Not Automation by Chuck Berger (http://ow.ly/GAGx30g03qz) National Association of Manufacturer’s Manufacturing Institute and Deloitte