
Implementing a Pull System on a Medical Device Production Floor

From Planning to Reality
In May, we shared the high-level strategic plan developed for a medically certified contract manufacturer of finished assemblies, sub-assemblies and precision components.

DPA Consultant worked with a medical contract manufacturer’s kaizen team to translate its strategic plan into tangible, sustainable and cost-saving changes in its Die Stamp area.
The future state concept developed during the mapping phase requires the implementation of a pull system to connect the processes to create a flow to takt time.
We returned to the company in August to perform a kaizen event to implement the pull system for the Die Stamp value stream.

Assessing the Situation
The team reviewed the company’s future state value stream map to understand where the six pull stations should be located based on flowing parts to a takt time goal of 5,000 pieces per day (25,000 parts per week).
Next, the team walked the production floor to count actual inventory at each of the six locations. They interviewed employees to determine if the locations needed to be modified based on how work is performed within the departments. The team wanted to incorporate existing workflows as much as possible, focusing changes on implementing the new pull discipline.
The team returned to the conference room to put together a first-pass visual representation (a ‘straw man’ proposal) of each pull station’s location. They worked out the revised part quantities that would be required at each station to maintain the required daily flow rate.

The team used their straw man proposal to iterate with the factory employees on a final solution to locate the pull stations and establish pull quantities. After all, iterations were completed, they gathered the data and created an action plan to immediately put the pull stations in place, complete with labels and simple visual instructions.
The shipping area pull station was the first and most important placement. Its fixed location will measure, daily, whether the movement of 5,000 parts per day (25,000 parts per week) flows as planned.
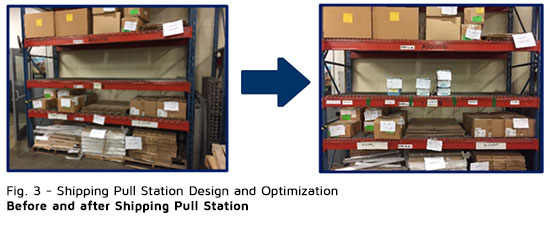
The location of the shipping station was critical, as it set the demand “pull” for the rest of the line. To determine its exact placement, the team moved parts in shipping to a location on the station’s rack representing the day each part arrived. It is now possible to both quickly and visually see how well the system is working on any given day and time.
Walking the process backward from shipping, an inspection was the next “pull” to be evaluated. The team determined that the inspection station already in place worked well and required no changes.
The team initially planned for Every Part Every Interval (EPEI) based on a daily interval that would include three-part numbers. After sharing plans for using this interval with the inspectors, and learning that they already perform lot sampling, the team realized that inspection of one-part number would be more efficient. To better optimize the flow of materials through inspection, they decided to switch to a weekly EPEI interval.
The team ended up with nine stations overall as opposed to the original six stations identified during the initial value stream mapping event.
The three additional stations represent two hand-offs to outside services and one hand-off between two departments to help ensure flow.
Figures 4 and 5 below depict hand-offs between the three additional stations.


Leadership Support from the Top is Essential
The kaizen team met with the executive team every day at 3 p.m. to review actions taken and observations made that day. The executive team fully supported the kaizen team’s work to create a system that would hold each manager accountable for their role in sustaining improvements and keeping production on track. All key stakeholders were engaged every step of the way to ensure that the final system would satisfy all.
The team didn’t fully understand how the material should flow to and from outside services. They also were not sure how much inventory would be required to ensure flow in support of takt time. Using simulation, they modeled the standard work in process (SWIP) inventory required to support 5,000 pcs/day. They established new expectations for feeding outside services from die-stamping and for receiving heat-treated and machined products back from suppliers.
Final Benefits
The project met its goal of improving on-time delivery from 50% to 100%. Productivity across all three part numbers increased by 26%. At an estimated 780,000 units to shipped per year (3,000 daily take by 260 working days per year), this equates to an increase of 202,800 units per year.
Improvement Never Stops
The entire process of mapping pull stations has now been implemented for this value stream. Their future state has effectively been achieved and is now their new current state.
Through the process, the company has gained an appreciation of just how much work goes into the implementation of just one future state mapping goal. They are committed to continuing with this one-part family until it’s working with little to no support from the continuous improvement manager, who will eventually support the implementation of the next value stream future state goal.
The successes, best practices, and lessons this value stream team learned will motivate and guide the next team to achieve similar results. DPA’s team looks forward to working with this medical device manufacturer to support additional events and implementation measures.