How standard work, eliminating waste, and communication are helping this producer improve on-time shipments

Client
An international manufacturer of powders and liquids for construction applications.
Situation
The plant experienced production and shipment delays. On-time shipments averaged 79%. The Warehouse Team had identified the “Put-Away Process” as one of the key issues with achieving a higher on-time shipment rate. Incoming and Finished Goods were staged in aisles and not put away systematically so that orders could not be fulfilled or could not be fulfilled expediently.
Goal
The company formed a six-member kaizen team, facilitated by Daniel Penn Associates Senior Consultant Mike Beauregard, and gave it the target to improve on-time shipments to 97% by improving the Put-Away Process.

The team found that Procurement was ordering excessive material: For three items, more than 521 pallet positions were taken up, which was 210% more than the company’s safety stock requirements.
First-In, First-Out was not fully employed because material handlers picked up materials wherever they could get access. In some instances, pallets were being moved three times, often with two machines, to clear the floor for access, wasting time and effort.
Actions
The kaizen team developed a process and flow chart to standardize and organize the put-away of materials. They laid out the material section of the warehouse so that goods have rack spaces in designated aisles. They began moving materials into their designated racks. This included moving an industrial filler out of the warehouse into push-back racks near the filler’s point of use. The team identified a designated area for staging processing liquids and created a plan for the movement of other materials to free the space.
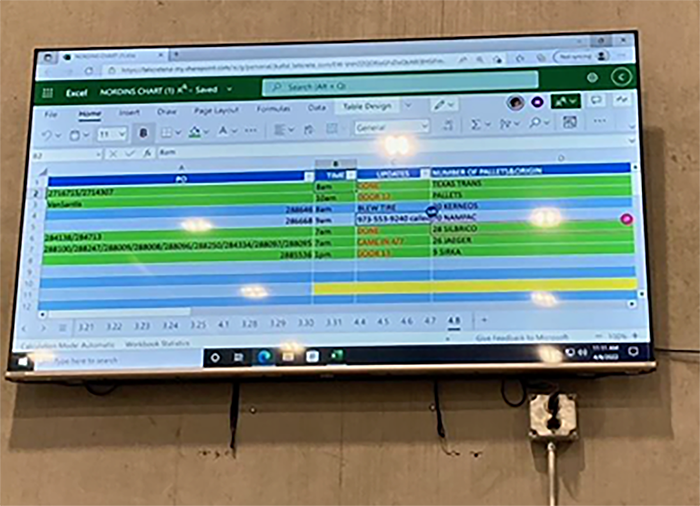
The kaizen team developed criteria for an application to manage the doors. They met with the company’s programming team to develop a door management app. A staging area was set up in front of one door to handle unplanned receipts. This area will be marked off so that it is not filled with other materials. The team discussed overordering issues with the director of plant operations, who oversees Procurement.
Using the door management application that was developed, the scheduling team now inputs the inbound schedule for the day, which appears on a large new screen over one of the material entry doors. Carriers make their delivery appointments for one of the five time slots – 7 am, 9 am, 11 am, 1 pm, or 3 pm – through the company’s online portal, submitting the number of pallets, COA, or BOL when setting their delivery appointment. This eliminates unscheduled deliveries, missing paperwork, or multiple full-load trucks simultaneously.
To put away the material quickly, the kaizen team recommended that a total of four warehouse employees be dedicated to the Receiving team. Two employees are now in charge of unloading, verifying the load is accurate, and entering received goods into the ERP system. The other two employees are designated to move goods into their proper locations in the warehouse.
Other actions included:
- Establishing a break and lunch schedule to keep the receiving process active
- Tracking each delivery by vendor, pallet quantity, and number of people on the dock to determine what takes longer than others
- Trucks transferring goods from sister divisions are broken down the same day they are received. All four staff members work as a team to confirm accurate inventory quantities before putting away these deliveries.
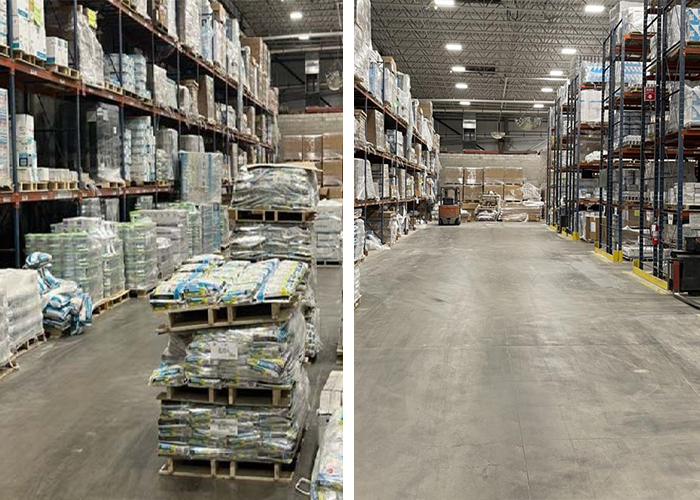
Receiving Put Away Process

Pushback Racks Used for Point of Storage

Improved Access and Workflow – Before and After
Results
The company has significantly improved workflow, space optimization, and reconfiguration of racking systems. Raw materials are put away in a timely manner. There’s less congestion and traffic on the floor. Pickers comply with FIFO without searching for materials through multiple rows. Pick times are faster, and there’s less damage to materials that have been stuck on the floor or handled too many times.
The company has established a supermarket approach for items frequently used in manufacturing. This reduces travel time and improves response to manufacturing’s needs. A scheduling system is now in place for trucker deliveries and pickups. This has made the receiving and put-away process less chaotic. Materials are now put away at the right locations instead of in the aisles, where they were blocking access to shipment and manufacturing orders. The team also implemented a new system to measure on-time delivery.
The company’s improved flow and warehouse organization have increased pounds shipped by 28% with the same level of resources. Because of improved materials flow, the company charges its six forklifts less often, saving energy costs. More orders are now being shipped complete, which results in freight cost savings.
Ninety days after the kaizen event, on-time delivery to customers has improved from 79% to 87%. Additional improvements are expected once all follow-up actions are fully implemented.
Lessons Learned
After their hands-on work to improve the company’s on-time shipments, the kaizen team reported that they learned:
- Past decisions and actions should never deter us from ongoing improvement.
- We need to help everyone adapt to change.
- Every process needs an owner accountable for moving that process along to achieve the objective.
- Everything doesn’t always work the first time. This doesn’t mean giving up; it means to keep trying new approaches.
- Ideas improve when we collaborate with people outside our department.
—
Mike Beauregard is an international consultant at Daniel Penn Associates.