How to Tackle Overall Equipment Effectiveness

By Mike Beauregard and Tony Rodriguez
Crack the code with these measures
Overall equipment effectiveness (OEE) is used to monitor productivity in operations. It also helps ensure the improvements we make in Kaizen events and other continuous improvement activities are real. OEE is about making sure a facility’s equipment is working as consistently and efficiently as possible, and that the flow of materials and people support this. Facilities that stay on top of OEE make sure their goods meet or exceed customers’ quality standards and are coming off their production lines at high speeds.
Many manufacturers don’t look at OEE as a key performance indicator. That’s a mistake, because our wastes, including the 6 big manufacturing losses of breakdowns, setup and adjustments, small stops, reduced speed, startup rejects and production rejects sap productivity and profit. They can be minimized if OEE is used effectively.
OEE is the product of three elements: Availability, performance and quality.
Let’s look at how we use OEE and each of its elements to drive our waste reduction efforts. We’ll demonstrate this with examples from a Kaizen event we recently led to improve the productivity of a semi-automated line that mixes and packages bags of powdered tile, stone, concrete and masonry products. This process had an OEE of 59%.
1. Availability of the equipment.

- When do I plan to run the equipment?
- How much of that time is the equipment down?
- What needs to happen to make sure the equipment is available when needed?
Problem: Downtime for product changeovers: The line averaged 19 minutes per changeover that occurs six times per shift.
Team solution: Create standard work for the changeover process. Incorporate best practices from all shifts. Retrain operators on the new changeover process
Result: The line now averages 12 minutes per changeover.
Problem: Downtime for bag reel changes. The line averaged 5 minutes down per change with five-reel changes per shift.
Team solution: Plan to add a second unwind stand so the next reel of bags is always in place and ready to splice into the line.
Result: Downtime is projected to decrease to 45 seconds per reel change.
Problem: Next generation products with long mix times that lead to the bagging process running out of material to package.
Team solution: Store raw materials for next batch near the mixing line. Optimize storage locations of all powder raw materials. Pre-blend bulky raw materials. Increase the diameter of the machine’s transfer screw.
Results: Travel distances for materials decreased from 3,400 feet to 640 feet per batch. Cycle times for “long-mix” products decreased so bagging does not shut down.
2. Performance of the equipment.
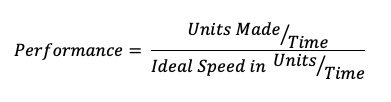
- How fast is the equipment running / producing goods?
- How fast is it supposed to run?
- Why does it run slower than its design or target speed?
- What must change to decrease cycle times/increase output?
Problem: To minimize bag seal breakage, operators slowed the bagging machine down by 6%.
Team solution: Add a step to clean the sealing blades during each bag reel change and each changeover. Set up preventive maintenance to change the sealing blades after a designated number of bags.
Results: Bagging speed returned to target levels.
3. Quality of goods produced

- How many good bags of powder come off the line?
- How many bags are produced in total?
- What’s the fraction of good bags that are made?
- What steps will reduce the number of bad bags?
Problem: Bags were splitting open even at the slower line speed.
Team solutions: Create standard work for setting up the bagging machine in the changeover process. Conduct preventive maintenance of the sealing blade on a regular schedule.
Results: Quality element increased by 2%.
Before implementing any of these solutions, the team did what any company using the OEE metric to monitor and improve should do – they looked at each solution and evaluated its impact on all three of the OEE elements: Availability, performance and quality. They needed to ensure an improvement in one area did not negatively affect the other two areas (e.g., a higher speed to increase performance causing more downtime and lowering availability, or causing more scrap and lowering quality).
As a result of solutions developed by the team, this company increased OEE by 13%. They project additional OEE improvements after implementing other solutions that emerged from the Kaizen event. With this first Kaizen event, they are on the way to achieving their long-term goal of an OEE of 85% or greater.
The keys to improving productivity? Measure your OEE and then break it down into its elements to focus your team on which element to attack first. Using the Pareto principle, identify the major sources of downtime that affect availability, the problems that drag down performance and the sources of scrap or rework product that affect quality. Then find the root causes of those wastes and losses and apply mistake-proofing solutions to them. Finally, monitor OEE to ensure you are holding the gains.
Tony Rodriguez is president and Mike Beauregard is an international consultant at Daniel Penn Associates. Beauregard’s upcoming book “On Downtime Reduction” will be available in 2022.
As seen in:

Additional Reading
If you were interested in this article, you may also be interested in:
- Maintenance Strategies in Manufacturing
- Choosing the Right Maintenance Approaches for Your Organization
- Understanding Preventive and Predictive Maintenance